ЗАПАСНЫХ ЧАСТЕЙ ДЛЯ
СЕЛЬСКОХОЗЯЙСТВЕННОЙ
ТЕХНИКИ






Поставка запасных частей для сельскохозяйственной техники
О компании «АГМ Партс»
Компания «АГМ Партс» - является поставщиком запасных частей для сельскохозяйственной техники.
Мы предлагаем нашим клиентам оригинальные и аналоговые запасные части по доступным ценам для всемирно известных производителей:
Kverneland, Amazone, Claas, Väderstad, Grimme, Capello, Challenger, Geringoff, Gaspardo, Kuhn, Case, New Holland, John Deere, Lemken, Fendt, Triolet, BVL, Sunflauer, JF-Stoll , Krone, Rabe, Holmer, Kleine, DeLaval, Massey Ferguson, Pöttinger, Ropa, Seko, Siloking, Strautmann, Voogel&Noot, RMH и многие другие.
Ассортимент нашего товара насчитывает более 30.000 позиций - это:
- запасные части для почвообрабатывающей и посевной техники;
- запасные части для кормозаготовительной техники;
- запасные части для зерноуборочных и кормоуборочных комбайнов;
- запасные части для внесения удобрений и защиты растений;
- приводные и расходные материалы (карданные валы, крестовины, цепи, вилки);
- стандартные детали ( болты, гайки, подшипники, сальники, хомуты).
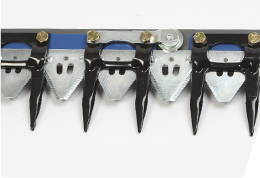
Мы предлагаем готовые комплекты и инструкции по переоборудованию различных типов уборочных машин на систему среза «Шумахер», в том числе:
ДОН, ЕНИСЕЙ, БЕРДЯНСКИЕ ЖАТКИ, DEUTZ-FAHR, CLAAS, JOHN DEERE, FIATAGRI-LAVERDA, NEW HOLLAND, FORTSCHRITT и многих других.
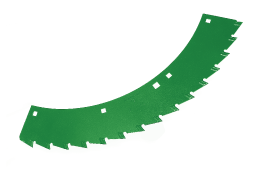
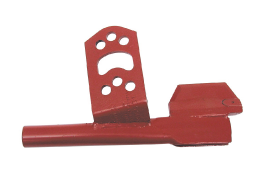
Мы располагаем самым большим складом в России по режущим элементам немецкого завода MWS Schneidwerkzeuge GmbH&Cо. KG (ножи, сегменты, пальцы, брусья, стеблеподъемники).
Главной целью компании является удовлетворение клиента, которая подтверждается как нашей широкой номенклатурой запасных частей, так и индивидуальным подходом к каждому клиенту.
Мы заинтересованы в плодотворном и многолетнем сотрудничестве!